Ultimaker Cura
UPDATES
- Durch regelmäßige Updates werden die Funktionen und das Druckerlebnis ständig verbessert. Sollten bei Ihnen Probleme auftreten, können diese gerne mit unserem Support besprochen werden! CURA funktioniert am besten mit der neuen Maschinengeneration EL-40V1/EL-102V3/EL-140V1. Ältere Maschinengenerationen sollten mit einem Upgradekit versehen werden, um bestmögliche Druckergebnisse zu erhalten!
QUICK TIPPS Für eine hohe Druckerfolgsquote!
-
Engineering-Kunststoffe
brauchen eine beheizte Bauplattform und sind mit Materialien aus dem
"Hobbybereich" nicht zu vergleichen, daher sollte ein RAFT verwendet werden, um Warping und Elefantenfüße zu umgehen/minimieren.
- Verwendet ein RAFT, um Unebenheiten (Luftblasen, Kratzer usw.) ausgleichen zu können und Haftungsprobleme zu umgehen. Unser Suppmaterial (SUPPORT) haftet sehr gut zwischen Bauplattform und vielen Modellmaterialien.
- Bei hohen Bauteilen, mit geringer Grundfläche, sollte ein Brim statt Raft verwendet werden. Zusätzlich sollte der Opferturmdurchmesser und die Grundfläche (Volumen) erhöht werden, damit der Turm während dem Drucken nicht umfällt oder abschert.
- Nicht jedes Material hatte eine gute SUPP Anbindung (z.B. PETG)!
- Bei Haftungsproblemen zwischen Raft und Modellmaterial sollte ggf. der "Flow" für die erste Schicht erhöht und die Geschwindigkeit gesenkt werden.
- Direktdrucke (Drucke ohne Raft) auf die Bauplattform erfordern eine "Z0 Calibration" vor dem Druckstart.
- Verwendet immer einen Opferturm/Primepillar im Dualdruck. Dieser hat wesentliche Funktionen und sollte immer nahe der Reinigungsbürsten platziert sein!
- Achtet auf kurze Wege zwischen Bauteilen, Opferturm und Reinigungsbürsten.
- Verwendet ggf. Haftvermittler für Direktdrucke (Drucke ohne Raft), speziell für PC/PACF.
- Kantige Bauteile/Ecken sind schlecht im 3D Druck, verwendet Rundungen in der Konstruktion!
- Wandstärken sollten als ein Vielfaches der Extrusionsbreite ausgeführt werden.
- Dualdruck ist ein "Muss" für beste Oberflächenqualität gestützter Flächen!
- Dualdruck erfordert kalibrierte Werkzeuge (T0/T1). Vor dem Kalibrieren müssen die Düsen sauber sein, da sonst Vermessungsfehler auftreten.
- Verwendet entsprechend (auf Winkel achten, damit kein Support notwendig) ausgelegte Fasen für TOP/BOTTOM-Stellen eurer Bauteile! Dadurch werden Elefantenfüße und Materialüberhänge bei Topschichten eliminiert.
- Prüft eure Stützstrukturen im Slicer. SUPPORT-Inseln sollten vermieden werden, da diese leicht umfallen können oder nicht auf der Bauplattform haften. CURA bietet dafür mehrere Lösungen an, wie z.B. Supportflächen expandieren oder verbinden.
- Erzeugt absichtlich eine "Opferstelle" (Ausbuchtung mit Kante) im "Nichtsichtbereich" für Retracts.
- Legt die Retracts auf eine Linie, um bestmögliche Oberflächenqualität zu erzeugen!
- Vermeidet Materialanhäufungen und überlegt, ob TOP/BOTTOM Schichten notwendig sind für euer Bauteil/Vorhaben! Material und Druckzeit kann gespart werden.
- Druckt PETG/PLA/PACF/TPU mit 75-100% Gehäuselüfter (Lüfter 3), der Bauraum muss kühl bleiben!
- PC/PACF/TPU sollte getrocknet werden, da sonst die Oberflächen unsauber werden, oder es zum Druckausfall kommen kann.
- Kleinteile sollten mehrfach/zusammen und nicht einzeln gedruckt werden, damit die Layerschicht abkühlen kann.
- Unterschiedliche Materialien haben unterschiedlichen Schwund, welcher zudem bauteilgrößenabhängig ist.
- Fremdmaterial sollte 15-20°C heißer als die angegebenen Herstellerangaben gedruckt werden.
- Verwendet Kupferpaste für die Heat-brakes- und Düsengewinde. Zwischen Heizblock und Düse sollte kein Luftspalt vorhanden sein. Dieser kann mit Kupferpaste vermieden werden.
- Verwendet nur IPA Reiniger (Würth) zum Reinigen der Druckplatten.
- Achtet auf saubere Düsen vor dem Druckstart und vor jeder Vermessung.
- Bauteile sollten nach dem Druck langsam abkühlen oder sogar eine "Temperkurve" fahren, um Verzug zu verhindern oder die Festigkeiten zu erhöhen.
- Lüfter nur in Ausnahmefällen verwende, diese haben eine negative Auswirkung auf die Layerhaftung. Lüfter können die Qualität bei Überhängen und feinen Details erheblich verbessern!
-
Düse T1 sollte immer als Supportdüse verwendet werden.
GF und CF Material mit Stahldüsen drucken. - Prozessparameterblatt enthält nützliche Informationen zu unseren Materialien bzgl. spezifischer Einstellungen zu den unterschiedlichen Materialien (Coasting, Extruderströme, Trocknung usw.).
- TPE muss der Extruderstrom gesenkt werden (siehe Prozessparameterblatt).
- Für TPE sollten die Slicereinstellungen für 0,4mm Düsen verwendet werden, jedoch eine 0,6mm Düse installiert sein!
- Bei Veränderung der Druckgeschwindigkeit, muss der K-faktor (Linear Advanced) justiert werden! Ohne Justierung werden sich Löcher oder Materialanhäufungen an den Bahnstart bzw. Bahnenden bilden.
- Detailreiche Bauteile sollten mit kleiner Düse/Layerhöhe/Geschwindigkeit gedruckt werden! Grundsätzlich gilt Layerhöhe = Düsendurchmesser/2
-
Langsames Drucken mit großer Düse erhöht die Festigkeit. Mehr Perimeter statt Infill für erhöhte Biegefestigkeit!
- Weißbruch, durch Support oder Brim Entfernung, kann durch nachträgliches "Flammen" wesentlich verbessert oder ganz eliminiert werden.
Inside-out prints: Einstellung ist für beste Qualität von Walls (Perimeter) entwickelt worden. Nachteile sind rundere Kanten, schlechtere Qualität von Z- Seam, Elephantenfüße Top/Bottom Layer. Druckteile sollten mit Radien und Phasen versehen werden, um diese Nachteile auszugleichen.
Outside-in prints: Einstellung ist für beste Qualität von Überhängen und Kanten entwickelt worden. Vorteile sind scharfe Kanten, gute Qualität von Z- Seam, reduzierte Elephantenfüße Top/Bottom Layer. Nachteil ist die reduzierte Qualität von Walls (Perimeter).
Downloads:
Als einfache und schnelle Möglichkeit der Installation wird ein BACKUP File eines EVO-tech CURA Accounts verwendet. Dazu bitte eine Email an unseren Support senden, um das Passwort zum Account zu bekommen.
ACCOUNT: support@evo-tech.eu
PW: Bitte email an support@evo-tech.eu senden
Anregungen, Bugs und Feedback zu den Profilen bitte an: michael.bisewski@evo-tech.eu
CHANGELOG (letzten 10 Updates):
28.08.2023
14:36
(CURA Version 5.4.0)
Scripte:
- Alle Maschinen -> Es wurden Scriptbefehle entfernt, welche unnötige Zeilen im G-code erzeugt haben.
- EL-102 V1.5 (Upgrade) -> Reinigungsfahrt angepasst, Z-Achse wird nun umfahren.
Profile:
- Qualität -> Extrusionsbreiten angepasst.
- Top/Bottom -> Anzahl der Top-layer wurde erhöht auf 7.
- Infill -> Standartmuster=Triangles Füllgrad=35%.
- Material -> Flusswerte angepasst.
- Speed -> Geschwindigkeitsanpassung für Massives Infill, Außenwände, Infill, Deckschicht; Beschleunigungsanpassung für Außenwände und Deckschicht.
- Travel -> Retraction distance angepasst, Retraction speed angepasst, Z-hop angepasst (nur noch bei Werkzeugwechsel).
- Supportstruktur -> Außenwand der Struktur Standartmäßig ausgeschaltet, für bessere Zugänglichkeit beim Herausbrechen.
- Dual Extrusion -> Position des Prime-Towers auf X=340mm / Y=180mm geändert (keine Fehlermeldung mehr bei EL40/EL28).
- Printer Settings -> Heat-up speed und Standby Temperature Time auf Hotendträgheit abgestimmt.
Cura:
- EL-102 V2 -> Copy-modus hinzugefügt
- Materialien - > Materialwerte wie „Fluss“ werden nun korrekt aus der dafür vorgesehenen Materialtabelle in das ausgewählte Druckprofil geschrieben Wenn Sie den Fluss eines Materials auf Ihrer Maschine anpassen möchten, oder ein eigenes Materialprofil einpflegen, tuen Sie dies nun über „Materials“ im Konfigurationsfenster. So bleiben die globalen Flusseinstellungen unberührt und es wird immer der Fluss des ausgewählten Materials im Druckauftrag übernommen.
- Linear Advance -> Alle Profile unterstützen nun die Linear Advance
13.07.2023 (CURA Version 5.4.0)
Scripte:
- Alle Maschinen: Im Start-code wurde die Rohfadenlänge für den Prozess „Düse spülen“ von 150mm auf 50mm reduziert.
- EL-40 V2: Im Start-code wurden „unnötige“ Leerfahrten entfernt.
- EL-40 V2: Im Werkzeugwechsel-code wurden „Feedrates“ hinzugefügt um das teilweise auftreten von langsamen Kopfwechseln zu beheben.
Profile:
- Nun mit Cura 5.4.0 kompatibel
Cura:
-
GUI: ABS-Glossy wird nun standardmäßig in Grün dargestellt.
Bugs reported:
- In Cura Version 5.4.0 besteht ein „Bug“, welcher sich auf das Rückzugsverhalten in den Druckköpfen auswirkt, dies führt teilweise noch zu kurzen Fäden am Prime-tower.
-
Reinigungsfahrten: Teilweise
kommt es zu einem Versatz in Reinigungsfahrten (Düse<->Bürste),
sollte dies bei Ihrer Maschine auftreten
bitte ich um Rückmeldung: michael.bisewski@evo-tech.eu
27.06.2023 (CURA Version 5.4.1 - beta)
Maschinen:
- EL-102V2 wieder in die Maschinenauswahlliste aufgenommen.
Scripte:
- EL-28 (ohne Uprgrade) -> Es wurde der Fehler behoben, dass das Start/Toolchange -Script eine Kollision mit der Reinigungsstation verursachte.
- EL-102 V1.5 (Upgrade) -> Es wurde der Fehler behoben, dass das Startscript eine Kollision mit der Druckplatte verursachte.
- Alle Maschinen -> Es wurde der Fehler behoben, dass nach beendetem Druckjob die Düsen keinen Abkühlbefehl erhalten haben.
Cura:
- Spracheinstellung -> Default = Englisch
06.06.2023 14:09 (CURA Version 5.3.1)
- EL-40 V2 wurde ein Fehler im Toolchange-Script behoben, welcher verursacht, dass der Druckkopf während der Reinigung zu weit nach rechts fährt.
31.05.2023 10:48 (CURA Version 5.3.1)
- Copy Modus für EL-40V1/V2, EL-28V1/Upgradekit, EL-102V2/Upgradekit/V3, EL-140V1 eingefügt
24.05.2023 21:39 (CURA Version 5.3.1)
- Behebung Bug Flow Werte
- Düsenwerte unter Printer Settings richtig eingetragen
- Legende Infill eingeblendet
23.05.2023 10:46 (CURA Version 5.3.1)
- Retraction Standardwert von 1mm auf 1.5mm erhöht
- ABS matt Materialprofil eingefügt (Hersteller Kimya)
- Wipe als Standard abgestellt
- Dense Support für floor als Standard abgestellt
- Support verbinden als Standard abgestellt
- Support Top und Bottom Distanz von 0,2 auf 0,15mm geändert
22.05.2023 09:32 (CURA Version 5.3.1)
- EL-102V1.5 (Upgradekit) Reinigungsskript angepasst
19.05.2023 16:30 (CURA Version 5.3.1)
- Update EL-140V1 Tool Change Script
- Update EL-28V1 / EL-40 Skripte (Printer Settings und Toolchange)
- EL-102V1.5 (Upgradekit) eingefügt
- Fehlerbehebung Layer Height 0,4er Nozzle von 0.1 auf 0.2mm
- Generelle Updates zur Verbesserung der Oberflächenqualität, Perimeterverschweißung und Druckbarkeit von Überhängen
-
Verringerung der Druckgeschwindigkeit in der ersten Schicht
17.05.2023 11:00 (CURA Version 5.3.1)
- Outside-in Profil entfernt. Eigenverantwortung liegt beim Kunden für Einstellung inside-out vs. outside-in. Als Standard wurde inside-out festgelegt
- Profil für 0.6 und 0.8er Düsen eingefügt
11.05.2023 08:27 (CURA Version 5.3.1)
- Support Wall Line Count von 0 --> 1 geändert
10.05.2023 12:45 (CURA Version 5.3.1)
- ABS Temperatursettings angepasst
- Lüftersteuerung als Standard implementiert
- CURA interner Tool Change implementiert
- Standard Profil implementiert (schnellerer Druck)
- BRIM statt RAFT als Standard festgelegt
- EL-140er Maschinensettings für umfassendes Displayupdate vorbereitet
OPEN BUGS REPORTED:
Installationshinweis:
Mit Evo-tech Account einloggen und das Backup laden (restore), dadurch werden alle Settings übernommen. Nach dem Laden bitte ausloggen und mit dem eigenen Account anmelden und als ersten Schritt ein eigenes Backup erstellen. EVO-tech Profile müssen über Custom Reiter explizit ausgewählt werden! Default Profile sind nicht an EVO-tech Maschinen angepasst.
Wichtig: Bitte nicht mit dem EVO-tech Account arbeiten, Backups erstellen oder löschen. Achtet auf die Benützung des eigenen Accounts!
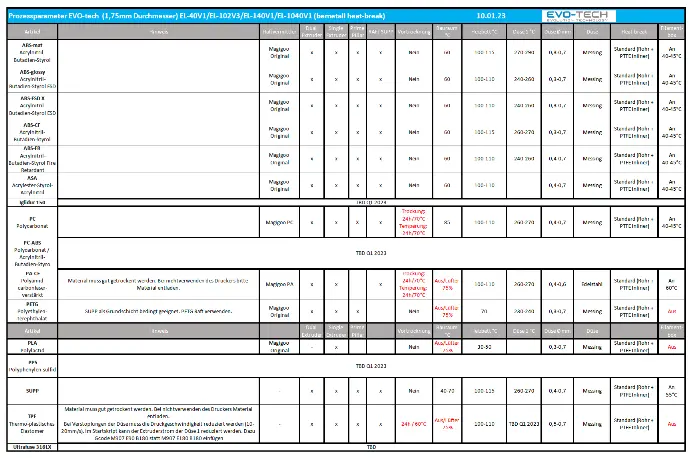
Übersicht Prozessparameter
Wir haben Ihnen eine Übersicht zu unseren Materialien erstellt. Ein besonderes Augenmerk sollte auf die Trocknung, Haftvermittler und Prozesstemperaturen gelegt werden. Manche Kunststoffe erfordern auch eine niedrige Bauraumtemperatur, um knickstabil verarbeitet werden zu können.
ENTDECKEN SIE DIE NEUEN MÖGLICHKEITEN!
Ihre Benutzeroberfläche sollte so aussehen, wie auf dem Bild im Hintergrund. Drucker, Maschinenprofil, Materialprofil und Pluginliste müssen dazu installiert sein. Mit CURA kann jetzt das volle Potential unserer Maschinen ausgenutzt werden - viel Spaß damit!