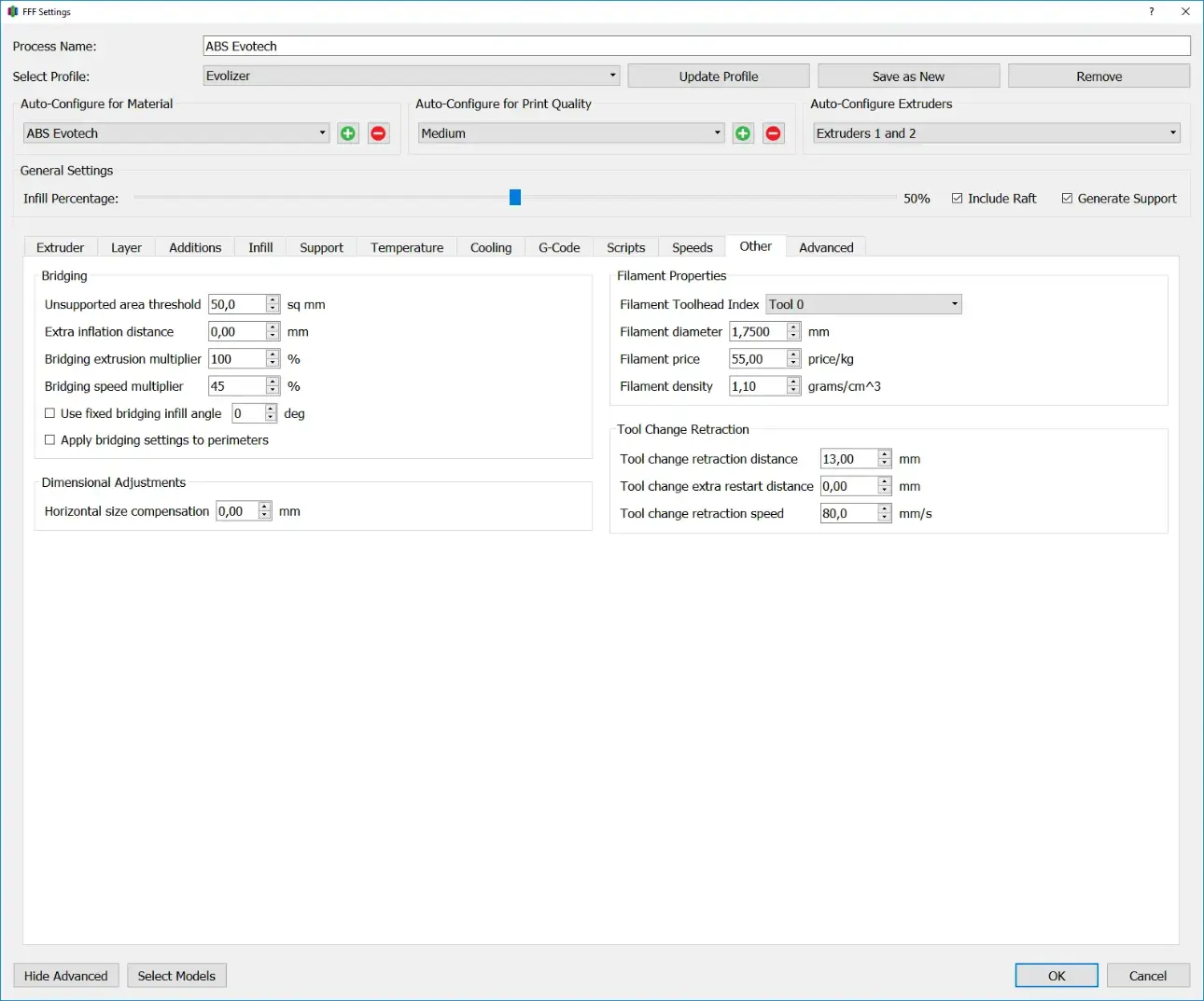
Bridging
Bridging bedeutet, dass zwischen zwei festen Strukturten eine horizontale Linie ohne Stützstruktur gedruckt wird. Der Kunststofffaden wird hierbei vom Druckkopf, meist mit angepassten Extrusions- und Geschwindigkeitseinstellungen, zwischen zwei festen Punkten gespannt. Bridging-Einstellungen hängen zu einem großen Teil vom Aufbau des Druckers und dem verwendeten Material ab.
Unsupported Area Threshold
Die Unsupported Area Threshold gibt den Flächeninhalt des Überhanges an, ab dem die Bridging Einstellungen wirksam werden.
Extra Inflation Distance
Gibt an, wie weit die Brücke mit den festen Strukturen überlappt. Höhere Werte geben festere Verbindungen, was besonders bei stark schwindenden Materialien notwendig ist.
Bridging extrusion multiplier
Der Bridging extrusion multiplier gibt an, wieviel Material beim erstellen von Brücken im Vergleich zur normalen Extrusion verwendet wird.
Bridging Speed Multiplier
Der Bridging speed multiplier gibt an, wie schnell die Brücken im Vergleich zur Default Printing Speed gedruckt werden.
Use fixed bridging infill angle
Mit dieser Checkbox kann der Winkel zur X-Achse angegeben werden, in dem dann das Infill für alle Brücken gedruckt wird. Simplify3d entscheidet dann nicht mehr selbst, welcher Winkel am besten für die jeweilige Brücke geeignet ist, sonder verwendet den hier eingestellten.
Apply bridging settings to perimeters
Mit dieser Checkbox lassen sich die Einstellungen für Brücken auch auf die Perimeter der Brücken anwenden. Standardmäßig werden diese nicht auf Perimeter der Brücken sondern nur für das Infill verwendet.
Dimensional Adjustments
Horizontal size compensation
Mittels der Horizontal size compensation lassen sich die Toleranzen des 3D-gedruckten Modells in xy-Richtung anpassen. 3D-gedruckte Objekte neigen dazu, an der Außenseite etwas größer zu werden, während Bohrungen und Ausnehmungen meist etwas kleiner werden. Würde man das Objekt einfach skalieren um diesen Effekt zu umgehen, würde sich zum Beispiel der Abstand zweier Bohrungen zueinander verändert. Die Horizontal size compensation dagegen verändert nur die Position der Außenlinie, wodurch die Abstände im Inneren des Bauteils zueinander unverändert bleiben.
Filament Properties
Simplify3d bietet die Möglichkeit die Materialkosten und das Bauteilgewicht zu berechnen. Dafür können in diesem Bereich die Daten des Filaments eingegeben werden. Die Ergebnisse können nach der Berechnung des G-Codes im Bereich oben links abgelesen werden.
Filament Toolhead Index
Gibt an, in welchem Extruder des Druckers das Filament geladen ist.
Filament diameter
Gibt den Nenndurchmesser des Filaments an. Diese Einstellung ist auch für die Berechnung des Vorschubs verantwortlich, da sie in die volumetrische Berechnung mit einfließt.
Filament price
Gibt den Preis pro Kilogramm Filament an.
Filament density
Gibt die Dichte des verwendeten Materials an.
Tool Change Retraction
In diesem Bereich können Einstellungen für den Retract beim Werkzeugwechsel getroffen werden. Es empfiehlt sich bei der Verwendung von mehreren Düsen das Filament, aus der Heizzone der nicht verwendeten Düse, zurückzuziehen. Dies ist notwendig, da es bei zu langem Verweilen des Filaments bei hohen Temperaturen zum thermischen Abbau und zum Verstopfen der Düse kommen kann.
Tool change retraction distance
Gibt die Distanz an, die das Filament bei einem Werkzeugwechsel aus der passiven Düse zurückgezogen wird. Diese sollte so groß gewählt werden, dass das Filament sicher aus der Heizzone herausgezogen wird. Bei Verwendung eines Direkt-Extruders muss jedoch darauf geachtet werden, das Filament nicht bis hinter die Vorschubeinheit zurückzuziehen.
Tool change extra restart distance
Gibt die zusätzliche Distanz an, die das Filament in der aktiven Düse nach dem Werzeugwechsel vorgeschoben wird. Dies wird gemacht, um das Material zu kompensieren, das, während die Düse beheizt aber nicht verwendet wurde, aus der Düse auslief und gleichzeitig genügend Druck aufzubauen um einen sauberen Startpunkt der ersten Linie zu erreichen.
Tool change retraction speed
Gibt die Geschwnindigkeit an, mit der das Filament vor- und zurückgeschoben wird.