Stützmaterial wird beim 3D-Druck benötigt um überhängende Strukturen zu fertigen. Man unterscheidet zwischen Break Away Support und Soluble Support.
Break Away Support ist eine Stützstruktur die lose mit dem Bauteil verbunden ist und nach dem Druck mechanisch entfernt werden kann. Das hierfür verwendete Material kann mit dem Modellmaterial identisch sein.
Soluble Support ist fest mit dem Bauteil verbunden und wird nach dem Druck chemisch gelöst. Hierfür ist es notwendig, dass der Teil der Stützstruktur, der mit dem Bauteil in Kontakt ist, aus einem anderen Material als das Model Material besteht.
Einige der Einstellung für Stützstrukturen sind auch aus dem Vorschaufenster zugänglich, außerdem besteht dort die Möglichkeit, zusätzlich zu den automatisch platzierten Stützstrukturen eigene Stützstrukturen zu definieren
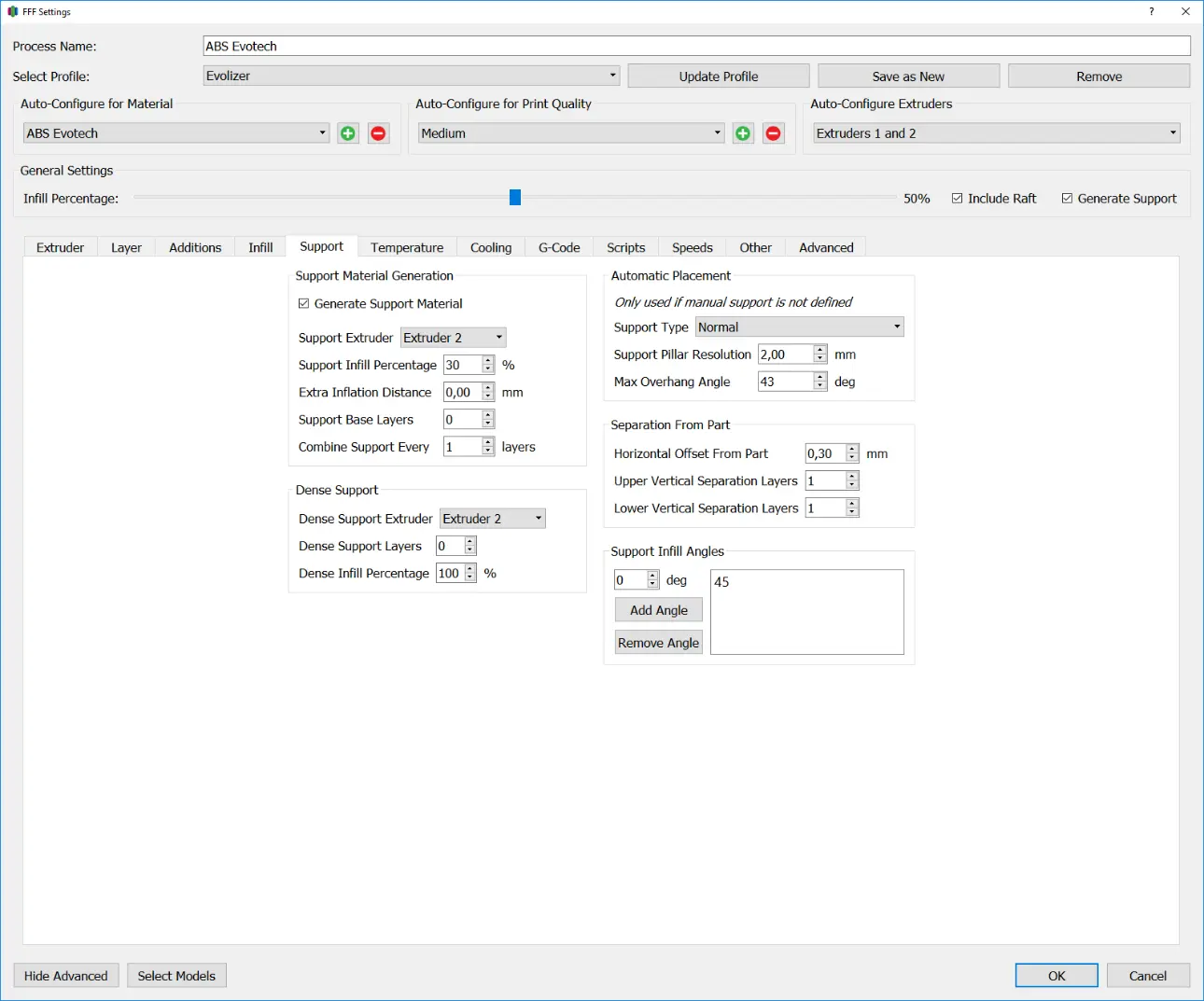
Support Material Generation
Generate Support Material
Diese Einstellung legt fest, mit welchem Extruder die Stützstruktur gedruckt wird.
Support Infill Percentage
Der Support Infill Percentage gibt die Dichte der Stützstruktur an. Dichtere Stützstrukturen bieten mehr Stabilität und Halt während dem Druck, sind danach aber schwerer zu entfernen.
Extra Inflation Distance
Diese Option gibt an, wie weit über das Bauteil hinaus die
Stützstruktur gedruckt werden soll. Dies ist besonders bei Break Away
Support hilfreich, da es das Entfernen der Stützstruktur vereinfacht.
Sinnvolle Werte für die Extra Inflation Distance sind 1 bis 2 Milimeter.
Achtung: Bei einer Kombination aus hohen Werten für die
Inflation Distance und dünnwandigen Bateilen, kann es sein, dass die
Stützstruktur durch die Außenwand ragt
Support Base Layers
Support Base Layers sind Schichten, die unter der Stützstruktur gedruckt werden, um die Haftung und Stabilität ebendieser zu verstärken. Dies ist besonders dann vonnöten, wenn hohe und dünne Stützstrukturen gefertigt werden sollen. In der Regel reicht eine Schicht aus.
Combine Support Every … Layers
Der hier eingegebene Wert multipliziert mit der Primary Layer
Height ergibt die Dicke einer Schicht der Stützstruktur. Der
Standardwert für diese Option ist 1. Soll die Druckzeit verkürzt werden
kann der Wert auf 2 eingestellt werden.
Die Verwendung von höheren Werten ist nur dann anzuraten, wenn
Modell und Stützstruktur mit unterschiedlich dicken Düsen gefertigt
werden. (Beispiel: Das Modell wird mit Extruder 1, mit einer 0,4mm Düse
gedruckt und die Stützstruktur mit Extruder 2, mit einer 0,7mm Düse)
Hier gilt die selbe Faustregel wie bei der Primary Layer Height: die
Schichtstärke sollte zwischen 25 und 75% des Düsendurchmessers liegen.
Dense Support:
Dense Support ist eine dichte Stützstruktur, welche oberhalb der normalen Stützstruktur gedruckt wird. Diese kann verwendet werden, um, mit einem Füllgrad von 60 bis 80%, eine bessere Oberfläche für das darauf liegende Bauteil zu schaffen oder, mit einem Füllgrad von 100% und der Verwendung des zweiten Extruders, eine chemisch lösbare Verbindung zwischen der normalen Stützstruktur und dem Bauteil zu schaffen
Dense Support Extruder
Gibt den Extruder an, mit dem die dichte Stützstruktur gedruckt wird.
Dense Support Layer
Diese Option gibt die Anzahl der Schichten an, die in dichter Stützstruktur ausgeführt werden.
Dense Infill Percentage
Dense Infill Percentage gibt den Füllgrad der dichten Stützstruktur an.
Automatic Placement:
Die hier getroffenen Einstellungen kommen nur zum Tragen, wenn im Vorschaufenster keine benutzerdefinierten Stützstrukturen generiert wurden. `
Support Type
Normal:
Durch diese Einstellung wird überall am Bauteil eine Stützstruktur berechnet, sowohl jene Bereiche die ihren Ursprung an der Bauplattform haben als auch jene die am Bauteil ansetzen. Durch diese Einstellung erhält man überall dort eine Stützstruktur, wo diese benötigt wird, die ansatzpunkte können aber sichtbare Artefakte an der Bauteiloberfläche hinterlassen.
From Build Platform only:
Diese Einstellung generiert nur jene Stützstrukturen, eine Verbindung zur Bauplattform haben. Dadurch entstehen keine sichtbaren Artefakte an der Bauteiloberfläche, jedoch werden Überhänge, die eine Stützstruktur benötigen wür
Support Pillar Resolution
Die Support Pillar Resolution gibt die Auflösung des Gitters an, mit der die Stützstruktur berechnet wird. Eine hohe Auflösung (niedriger Millimeter Wert) sorgt dafür, dass alle Überhänge erfasst werden, jedoch kann es vorkommen, dass die Stützstrukturen zu dünn sind und während des Druckvorganges abbrechen. Eine niedrige Auflösung (hoher Millimeter Wert) erfasst eventuell nicht alle Überhänge, jedoch werden Stützstrukturen breiter und stabiler ausgeführt.
Es können bei der Berechnung der Stützstruktur verschiedene Auflösungen kombiniert werden.
Max. Overhang Angle
GGibt denn Winkel des Überhanges an, ab dem eine Stützstruktur generiert wird. 0° bedeutet vertikal, 90° horizontal. Als sinnvoller Wert hat sich hier, aus Erfahrungswerten, etwa 43° ergeben. Höhere Werte bedeuten weniger Stützstrukturen.
Separation from Part
Horizontal Offset from Part
Gibt den Abstand an, den die Stützstruktur in xy-Richtung zum Bauteil einhält. Ein zu niedriger Wert führt dazu, dass die Stützstruktur am Bauteil haftet und sichtbare Marker hinterlässt. Ein zu hoher Wert kann dazu führen, dass die Stützstruktur unnötig weit vom Bauteil entfernt ist und Überhänge, die gestützt werden müssten keine Stütze erhalten. Ein guter Richtwert ist der halbe Düsendurchmesser.
Upper Vertical Separation Layers
Gibt die Anzahl an Schichten an, die zwischen der obersten
Schicht der Stützstruktur und dem Bauteil liegen. Der Abstand in
z-Richtung ergibt sich aus diesem Wert und der Primary Layer Height.
Bei der Verwendung von löslichem Stützmaterial sollte dieser Wert Null betragen.
Für die Verwendung von Break-Away Support sollte dieser Wert
Eins betragen. Bei der Verwendung von dünnen Schichtstärken (etwa 0,1 mm
und darunter) kann es, für Materialien mit starker Schichthaftung,
zweckmäßig sein den Wert weiter zu erhöhen, wenn sich die Stützstruktur
nur schwer lösen lässt.
Lower Vertical Separation Layers
Gibt die Anzahl der Schichten an, die zwischen der untersten Schicht der Stützstruktur und dem Bauteil an. Der Abstand in z-Richtung ergibt sich aus diesem Wert und der Primary Layer Height.
Support Infill Angles
Gibt den Winkel der Linien der Stützstruktur an. Für Break-Away Support sollte hier nur ein Winkel verwendet werden, da sich die Stützstruktur dann leichter entfernen lässt. Soll diese jedoch ohnehin chemisch gelöst wertden könne auch zwei Winkel, welche zueinander um 90° gedreht sind, verwendet werden. Dies ergibt eine stabilere Struktur und mehr Oberfläche, was das Auflösen beschleunigt.