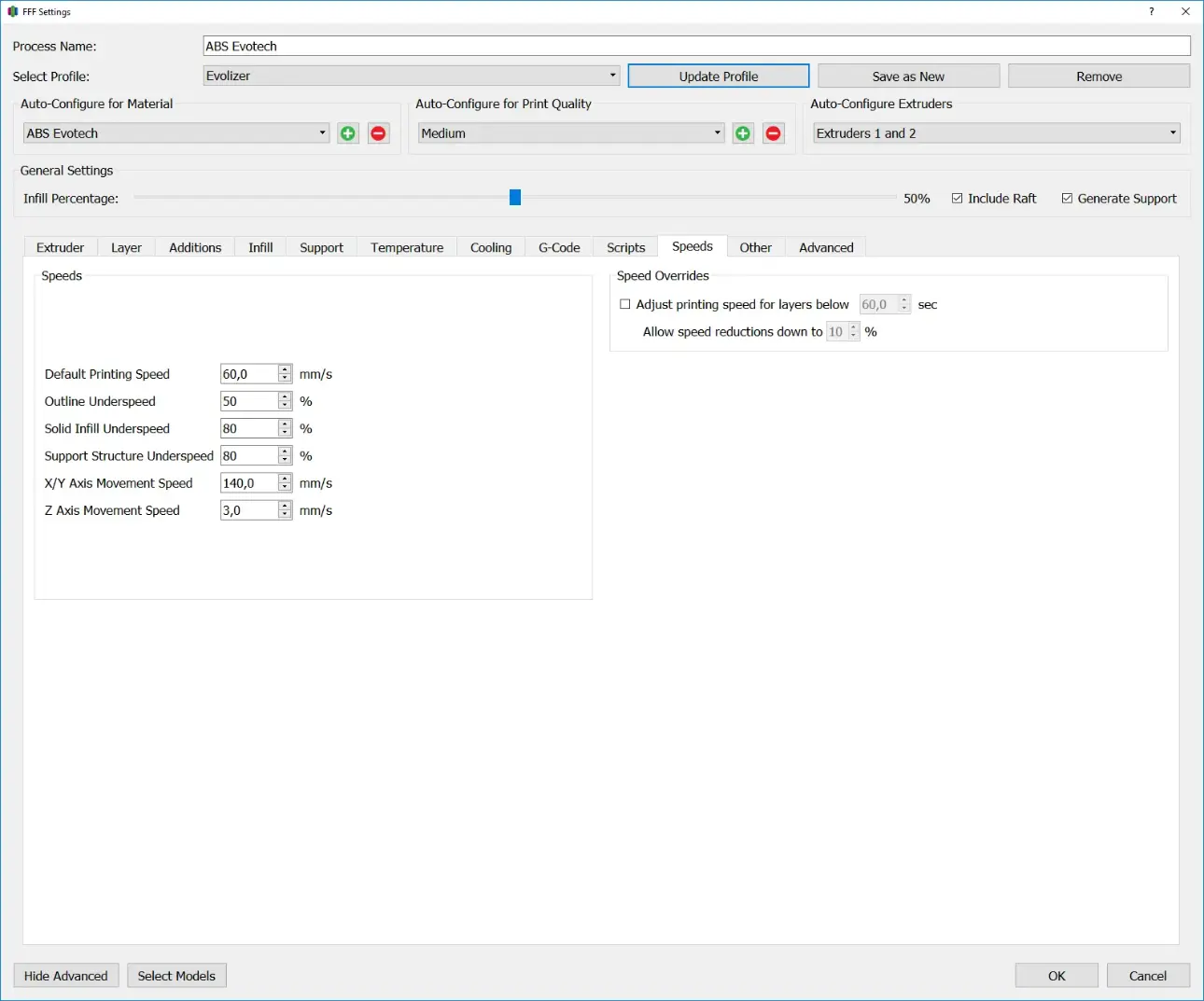
Speeds
Unlike other slicers, Simplify3d doesn't set speeds directly. Instead, a general print speed is defined and the speeds for the individual areas of the print are determined using percentages. This way, only one value needs to be changed to adjust the speed of the print.
Default Printing Speed
This value specifies the general print speed.
Outline Underspeed
This value determines the speed of the outermost perimeter depending on the general printing speed.
Solid Infill Underspeed
This value determines the speed of the filling depending on the general printing speed.
Support Structure Underspeed
This value determines the speed of the support structure depending on the general printing speed.
X/Y Axis Movement Speed
This value sets the idle speed of the print head in the X/Y direction. This value should be chosen as high as possible in order to shorten the printing time and prevent stringing.
Z Axis Movement Speed
Speed Overrides
When printing fine details in the Z direction, it may happen that these areas do not have enough time to cool and are still soft, causing them to be smeared when the next layer is applied. To prevent this, Simplify3d offers the option to reduce the speed for layers with a small cross section
Adjust Printing Speed for Layers below … sec
The checkbox activates the overwriting of the layers and the value indicates when this feature is applied. This feature only applies to layers with a small overall cross-section. To print fine details in layers with a large cross section see: Print Islands sequentially in the Layers tab.
Allow Speed reductions down to …
Specifies the percentage to which the speed is reduced.